It is instructive to contrast the above Oliomio technologies with the outdated systems they have superseded - namely, the classic hydraulic press and early-generation farm mills (older “monoblocchi” units). Traditional olive presses involved grinding olives (often with stone mills) into paste, spreading that paste onto fibre mats, stacking them, and then applying tons of pressure in a press to squeeze out the oil/water mixture. This method, while romantic, had numerous drawbacks: it was labour-intensive and slow, exposed the olive paste to air for prolonged times, and was hard to keep clean. The mats and press equipment could harbour yeasts or moulds and were difficult to sanitise thoroughly. It was not uncommon for olives to begin fermenting in the interim between harvest and pressing - indeed, historical accounts describe farmers bringing sacks of olives to the mill that were “often already fermenting” by the time they were pressed. The result was oil of inconsistent quality and stability. Continuous centrifuge systems like Oliomio eliminated these problems by moving to an enclosed, stainless-steel process where olives are milled almost immediately after picking, drastically cutting the chance for fermentation or oxidation. The greater hygiene and speed of continuous extraction have improved average oil quality and made defects from processing (such as fusty or musty flavours from fermentation) much rarer in modern operations. As a report on introducing Oliomio technology in Australia noted, “centrifugal extraction…replaced older, labour-intensive systems with continuous-flow designs”, offering better hygiene, efficiency, and capacity - effectively rendering the old press method obsolete in quality-oriented production.

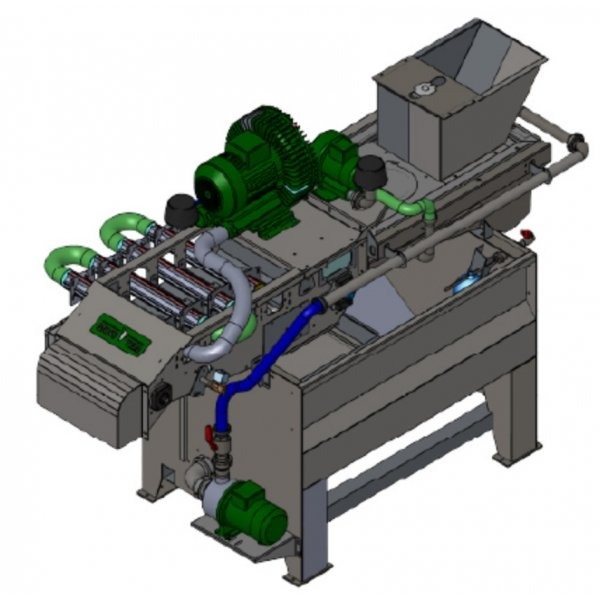
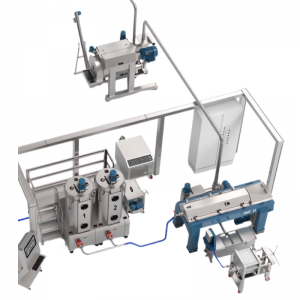
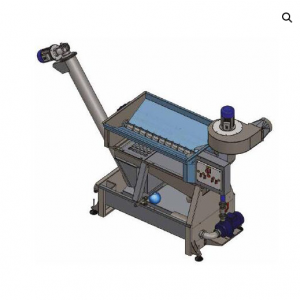
Early small-scale continuous mills (from the 1990s-2000s) were a huge step up from presses, but they lacked some refinements of today’s Oliomio models. For example, many older farm mills did not have automated temperature control for malaxation, nor continuous malaxer flow. The very first “Oliomio” monoblock (created by Tuscan innovator Giorgio Mori) was revolutionary for being compact and continuous, but subsequent generations have added further improvements. A comparison of features illustrates this evolution: the older Spremoliva 30 could only malax in batch mode (no simultaneous crushing while decanting) and had no heating system or temperature display on the malaxer. By contrast, an Oliomio 80 or Gold today has fully continuous malaxing with automated temperature control and readout. Earlier mills often used fixed-speed motors and one-size-fits-all settings, whereas new systems employ inverter drives and adjustable nozzles to accommodate different olive conditions (small, watery olives vs. large, fleshy ones, etc.). Another big leap is in automation: tasks like pomace removal and equipment washing, once manual, are now handled by integrated pumps and wash cycles in machines like the Gold and Profy. This not only reduces labour but also ensures more consistent cleanliness batch after batch. In terms of energy and water usage, modern two-phase decanters are also more sustainable - they eliminate the need for large volumes of dilution water required by traditional three-phase decanters (saving water and the energy to heat it) and produce a simpler waste stream (wet pomace) that can be repurposed or composted more easily than press liquor or black water from old systems.
Crucially, oil quality has improved with each technical advance. Traditional pressing often left higher sediment and water in the oil, necessitating longer settling or filtration and risking quicker oxidation. Continuous centrifugation yields cleaner oil immediately, and the lack of air contact preserves freshness. Chemical measures like peroxide value and UV stability are typically superior in oil produced by a modern continuous mill versus an old press, when starting with the same fruit. The ability to crush and extract within hours of harvest, at controlled temperatures, means free fatty acid levels stay extremely low, and the positive flavour notes are maximised. Australian producers who have adopted the latest Oliomio systems consistently report better quality and consistency in their oils, even when processing smaller batches. As an example, Spring Gully Olives in Queensland upgraded to a two-phase Oliomio (150 kg/hr) and found it ideal: it allowed them to process their own crop and offer custom processing to neighbouring groves, all while producing oil that needed no further refining - “the 150 kg per hour Oliomio is an ideal capacity which allows small growers to have their own oil processed…and it leaves the oil in its natural state”. This kind of feedback underlines how modern machinery empowers even small-scale growers to achieve high extraction efficiency and premium quality that rivals the big producers.
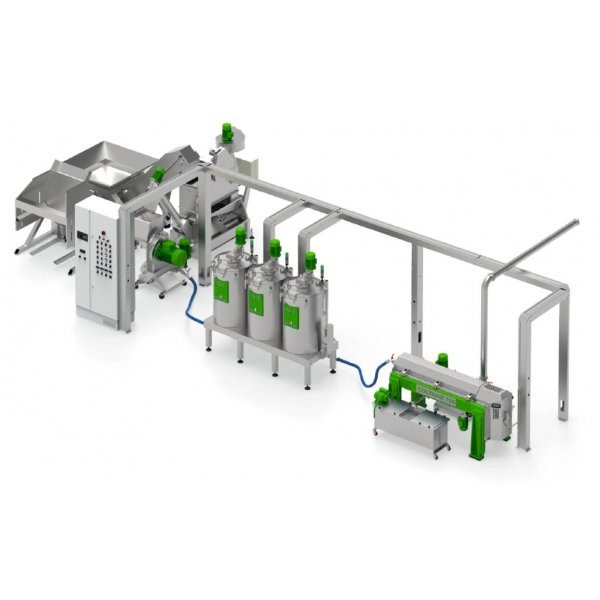
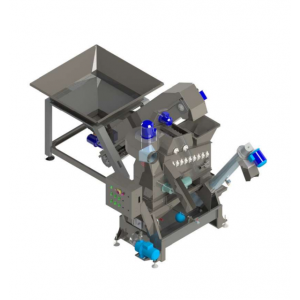
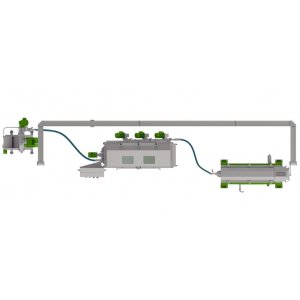
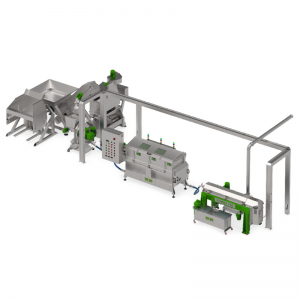
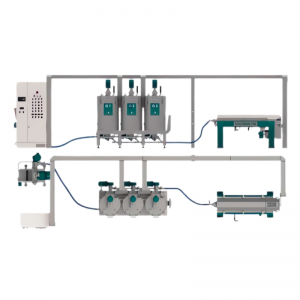
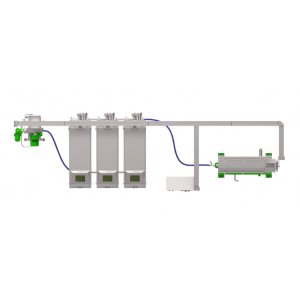
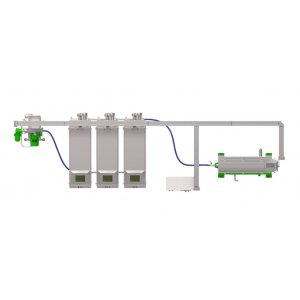
In summary, the latest Mori-TEM Oliomio systems represent a convergence of advanced engineering and practical on-farm olive oil production. They enable professional, hygienic, and quality-focused extraction at scales from a few dozen kilograms up to several tonnes per hour. By carefully controlling each step - from fruit cleaning and crushing with minimal oxidation, to malaxation under controlled atmosphere, to efficient two-phase centrifuge separation - these machines ensure that the oil produced reflects the true potential of the olives. Australian growers using Oliomio equipment benefit not only from improved oil quality and shelf life, but also from greater independence and flexibility: they can harvest at optimal times and process immediately, rather than rushing to a distant community mill or risking fruit spoilage. The result is fresher, more flavorful extra virgin olive oil that meets the high standards of a sophisticated global market. And with the range of Oliomio models and configurations now available, producers can choose a setup tailored to their grove’s size and business model - whether it’s a one-person boutique press or a regional processing hub servicing multiple farms. The technology has truly opened a new chapter for the industry, one where tradition and innovation blend to produce the finest EVOO. Each bottle of oil pressed with these modern systems tells the story of careful harvest timing, immediate processing, and gentle extraction - a story that resonates strongly with Australia’s drive for quality and the world’s appreciation of premium extra virgin olive oil.