Vibrating Sorting Table (C/V 300 / TSV)
Stainless steel vibrating screen for precision grape sorting
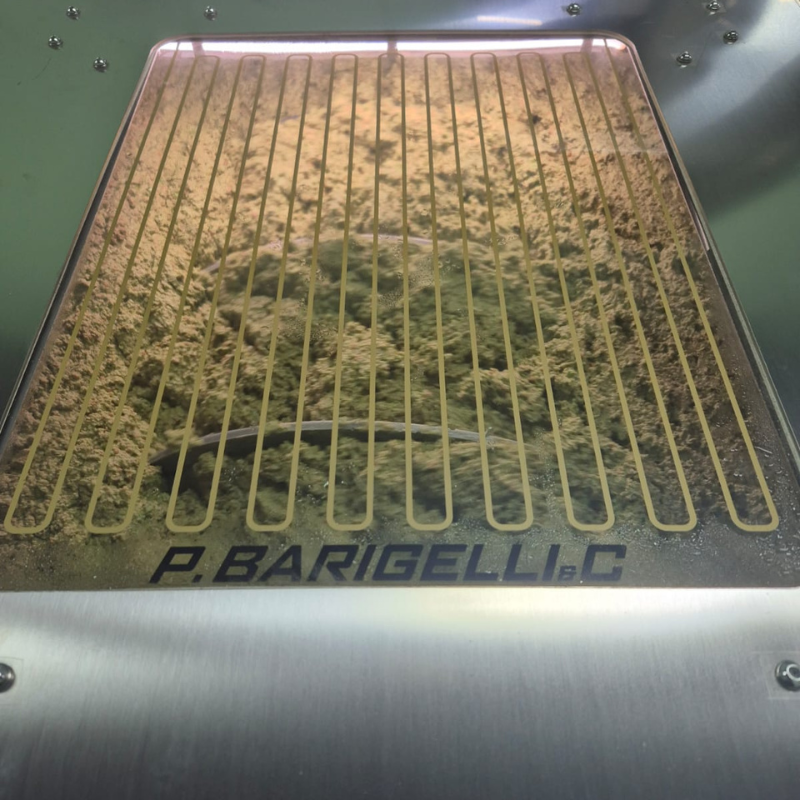
The Vibrating Sorting Table is a professional stainless steel screening system designed to sort manually or mechanically harvested grapes with exceptional accuracy. Its vibrating action helps spread fruit evenly across the working surface, allowing operators to remove unwanted stems, leaves and debris before processing. Equipped with motor vibrators running at 3000 rpm, the table ensures a controlled forward movement of grapes, improving sorting efficiency and reducing manual labour. The drainage grid at the loading area allows free-run juice and liquids to separate cleanly, and an optional collection tank with plug is available for wineries requiring liquid recovery.
Built entirely from AISI stainless steel, the table offers durability, hygiene and reliability, making it suitable for small to large wineries seeking high-quality fruit preparation.
Uses – For Sorting and Pre-Crush Processing
This vibrating sorting table is used to separate clean fruit from unwanted material before crushing or destemming. It is ideal for premium production where high-quality grape selection is essential. The vibrating motion distributes grapes evenly, allowing visual inspection and the removal of inferior berries, leaves, bunch fragments or harvesting debris.
Suitable for both manual and mechanically harvested grapes, the table ensures a consistent and efficient sorting process that contributes to improved must quality and cleaner fermentation.
Technical Specification
| Specification |
Value |
| Model |
C/V 300 (TSV) |
| Construction |
Full AISI stainless steel |
| Motor Power |
0.18 kW |
| Motor Speed |
3000 rpm |
| Working Mechanism |
Vibrating sorting plate with adjustable forward speed |
| Liquid Management |
Drain grid at entry point; optional stocking tank with plug |
| Side Guards |
Removable guards separate sorted and rejected product |
| Height Adjustment |
4 adjustable feet + 4 rotating wheels |
| Discharge |
Integrated discharge piping |
Compatibility
The vibrating sorting table integrates with destemmers, crushers, intake conveyors and processing belts, forming part of a complete winery sorting line. Its adjustable height and mobile wheel system make it suitable for installation in both fixed and movable configurations within the winery.
Why Choose This Product
This vibrating sorting table provides wineries with a reliable and efficient way to improve grape quality before fermentation. Its stainless steel construction, precision sorting mechanism and adjustable vibrational control make it a valuable asset for premium wine production. The modular design, optional drainage tank and ergonomic workflow further enhance its practicality in both small and large wineries.
Shipping and Packaging
The machine is shipped on a protected pallet or crate and requires secure handling upon delivery. Delivery charges apply.
Frequently Asked Questions